五軸機床對機床裝備制造業意義非凡,RTCP功能是衡量五軸機床性能的重要指標。在執行RTCP過程中,由于旋轉軸的加入,需要對直線軸進行非線性補償,因此旋轉軸和直線軸的伺服動態特性需要進行測定和調整,才能保證加工動態精度。文章對RTCP原理進行了簡單介紹,設計了一種五軸動態精度測定算法,通過該算法對五軸機床的5個伺服軸特性進行了強弱排序,從而對伺服參數進行優化和調整。以五軸葉輪加工為例,將伺服參數調整前后所加工的葉輪的加工質量進行對比,證明該方法取得了較好的效果。
為了測試算法的可行性,對葉輪加工做了對比實驗,實驗過程及結果如下:
(1)嘉泰AC雙轉臺五軸機床(圖5);
(2)華中8型數控系統;
(3)SSTT采樣軟件。
這里簡單介紹一下SSTT采樣軟件。SSTT是伺服調整工具(servo self test tools)的簡稱,主要用于配置華中8型數控系統的機床在線調試、診斷過程,也可以作為一種離線數據分析工具。本實驗主要通過SSTT工具采集各軸運動機床實際坐標數據,應用本文提出五軸動態精度測定方法來進行伺服參數調整,從而提高五軸RTCP動態特性。
第一步,按照機床原定的伺服參數,加工葉輪的流道、大葉片及小葉片。
第二步,采用RTCP動態精度測試方法,計算直線軸與直線軸、旋轉軸與直線軸之間的不匹配度情況:
(1)以A軸測試為例,在SSTT采樣軟件上設置好測試程序的相關參數,生成采樣程序并發送到下位機。測試程序如下:
%12345; A軸行程-90°到0°,開啟RTCP功能,實現A、Y、Z軸聯動;
G54 X-10 Y-20 Z-30 F2000
G01 A0
G43.4 H1
M00
G01 A-90
M00
G01 A0
M30
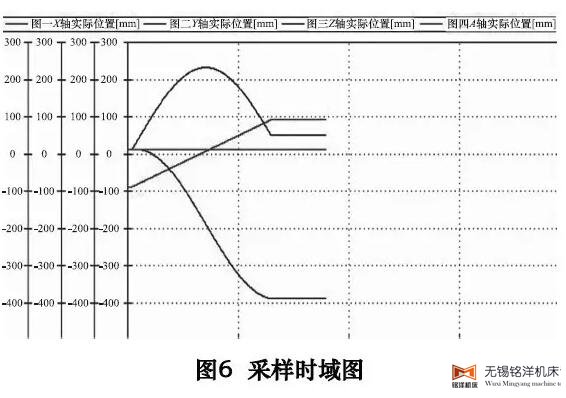
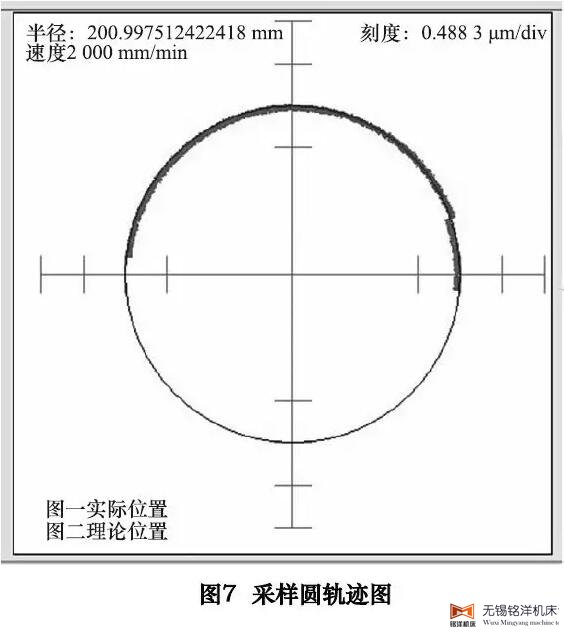
機床運行該程序,由SSTT采集各軸的機床實際位置。當程序運行到G43.4 H1時,RTCP功能開啟,運行到第一個M00時,SSTT采樣開始,運行到第二個M00時,SSTT采樣結束。采樣過程中,以時域圖和圓軌跡圖顯示采樣情況,如圖6和圖7。
(2)由采集的各軸的機床實際位置,用本文上述的RTCP動態精度測試方法,計算直線軸與直線軸、旋轉軸與直線軸之間的不匹配度。
第三步,通過計算結果來指導機床伺服參數(主要是軸的位置比例增益)調整,使其達到更佳的匹配狀態。如圖1所示,五軸RTCP功能最基本的原理是保證旋轉軸運動時刀具中心點保持不變,機床運動過程中使控制點繞著刀具中心點旋轉,其刀具中心點到控制點的距離稱為轉動半徑。由于雙轉臺類型結構的五軸機床,在實際加工中,刀位點是連續變化的,因此轉動半徑也是變化的,在動態精度測定前需要確定一個參考的轉動半徑作為測試樣本用例。在本次實驗中根據葉輪的加工區域選擇最大的轉動半徑作為測試用例,測定速度2000 mm/min為實際葉輪加工的切削速度。測試中具體各軸調整情況如下:
(1)A軸
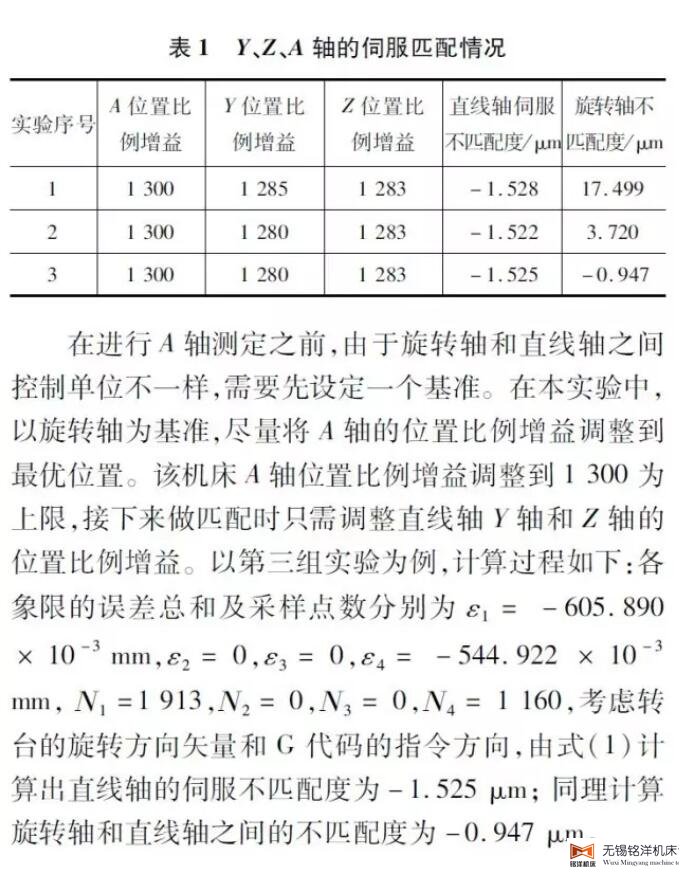
Y、Z、A軸伺服匹配見表1。
同理計算旋轉軸和直線軸之間的不匹配度為-0.947 μm。
按照以上步驟計算A軸和C軸的各組實驗數據,比較實驗數據得實驗結果。
A軸測定條件下,匹配情況最好時,A軸、Y軸和Z軸的位置比例增益分別為:A1300,Z1283,Y1280。
(2)C軸
X、Y、C軸的伺服匹配見表2。
C軸測定條件下,匹配情況最好時,C軸、X軸和Y軸的位置比例增益分別為:C1280,X1280,Y1280。
第四步,調整參數后再次加工葉輪。
第五步,對比分析兩次加工的葉輪的質量狀況,從而分析算法的可靠性和可行性。
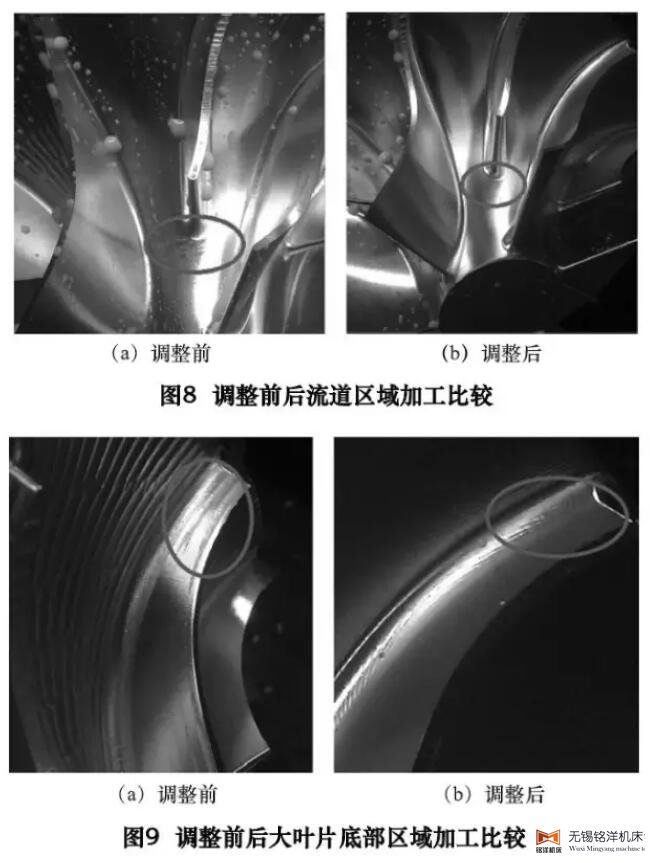
(1)調整前流道靠近小葉片頂端區域有明顯的過切痕跡,調整后過切痕跡消失,表面光滑, 見圖8。
(2)調整前大葉片背面底部有明顯的過切痕跡,調整后過切痕跡消失,表面光滑,見圖9。
從實驗結果來看,經過五軸動態精度測定調整伺服參數后,葉輪中流道部分和葉片部分過切痕跡消失,加工表面質量有明顯改善,取得非常好的效果,說明該五軸動態精度測定方法有效,具有現場應用調試能力。
本文提出的五軸動態精度測定方法,通過現場應用調試,葉輪加工實驗對比,以及分析實驗結果可知,該方法確實能反映機床的動態精度,能夠指導提升機床的加工精度和表面光潔度。